Milling 316 Stainless Steel Speeds And Feeds
Machining 304 Stainless Steel Feeds Speeds Ww167 Youtube

Pin By Carbide Tv On Quick Start Feeds Speeds Stainless Steel 304 316 Stainless Steel Stainless Steel

Practical Machinist Largest Manufacturing Technology Forum On The Web

High Speed Cnc Milling On 316l Stainless Steel Youtube

Milling Stainless Steel With Homemade Cnc Router Youtube

Practical Machinist Largest Manufacturing Technology Forum On The Web
Feed should be 0 5 x suggested value.
Milling 316 stainless steel speeds and feeds.

How To Machine Aerospace A286 Stainless Steel Aerospace Cnc Training Machine

Milling Different Materials
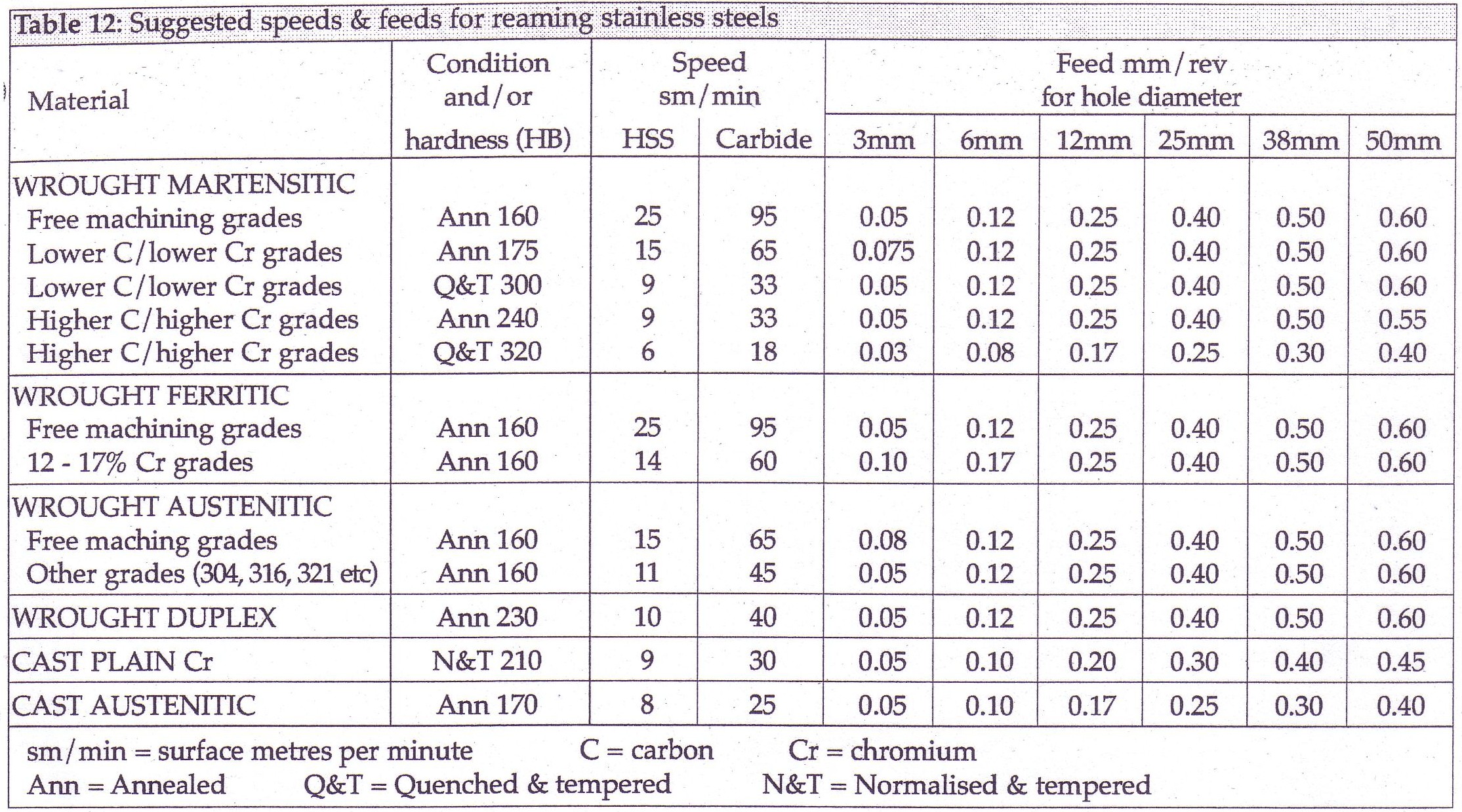
Speeds And Feeds For Drilling And Reaming Stainless Steel

Milling Inserts And Grades For Stainless Steel
Source : pinterest.com
